V této kapitole si blíže vysvětlíme problematiku ohýbání plechu, protože s ní souvisí řada parametrů ohybu. Abyste teorii lépe pochopili, připravili jsme několik názorných obrázků, které doprovázejí vzorce. Nemusíte se však obávat, všechny uvedené vzorce a algoritmy jsou integrované přímo v nástrojích SOLIDWORKSu.
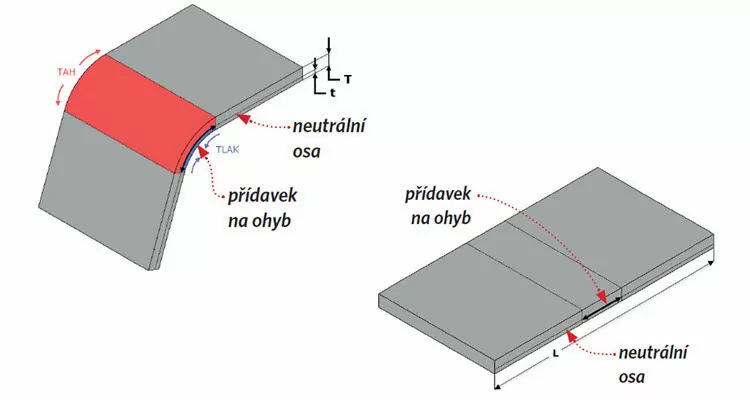
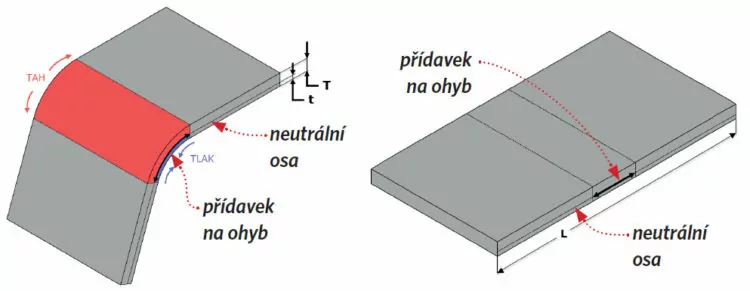
Při ohýbání dochází k trvalé změně tvaru (plastické deformaci) polotovaru v oblasti ohybu. Při ohýbání se vrstvy plechu na vnitřní straně ohýbaného materiálu stlačují (modrá oblast) a na vnější straně natahují (červená oblast), jak je patrné z obrázků níže. Místo, kde nedochází k žádné deformaci (ani natažení, ani zkrácení), se nazývá neutrální osa. Ta se při ohýbání ani neprodlouží, ani nezkrátí. Poloha této osy je důležitá pro stanovení rozměru rozvinutého tvaru.
Tip: Seriál Výroba plechových dílů obsahuje témata, která jsou velice často vyhledávána uživateli SOLIDWORKSu. Podívejte se sami na další obsah seriálu, který jsme pro vás připravili s ohledem na konstrukci plechových dílů v SOLIDWORKSu.
Stanovení délky rozvinutého tvaru
Při pohledu na obrázek níže je zřejmé, že délka rozvinutého tvaru L neodpovídá součtu délek lemů A a B. V tomto případě bude rozvinuty tvar vždy o něco kratší:
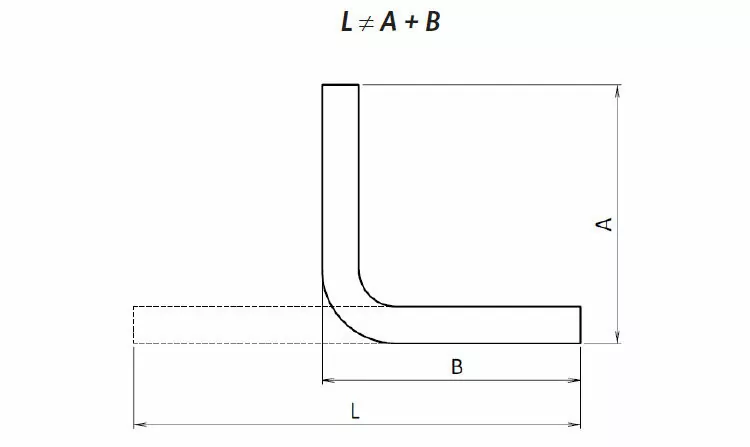
Obecně platí, že délka rozvinutého tvaru odpovídá délce neutrální osy v ohnutém tvaru. A aby bylo možné určit délku neutrální osy, je nutné znát její polohu. Tu definujeme tzv. K-faktorem.
K-faktor
K-faktor určuje polohu neutrální osy jako poměr mezi vzdálenosti neutrální osy od vnitřní plochy a tloušťkou plechu (jedná se o bezrozměrné číslo), kde t značí vzdálenost od vnitřní plochy k neutrální ose [mm] a T je tloušťka plechového materiálu [mm]:
![K-faktor určuje polohu neutrální osy, α – úhel ohybu (úhel, o který je plech deformován) [°], β – doplňkový úhel (konstrukční), R – poloměr ohybu [mm], T – tloušťka materiálu [mm], t – vzdálenost od vnitřní plochy k neutrální ose [mm]](https://www.mujsolidworks.cz/wp-content/webp-express/webp-images/uploads/2018/06/32-plechove-dily-sheet-metal-zaklady-modelovani-SolidWorks-750x435.jpg.webp)
Přídavek na ohyb (Bend Allowance, BA)
Přídavek na ohyb je ve skutečnosti délka neutrální osy v oblasti ohybu. Délka rozvinutého tvaru se pak rovná součtu přídavku na ohyb a délek lemu. Hodnota přídavku na ohyb se udává v milimetrech.
Délka rozvinutého tvaru L se vypočítá podle následujícího vzorce, kde: BA značí přídavek na ohyb a A, B délky lemů:
![]()
Hodnota přídavku na ohyb se počítá vzorcem:

![Stanovení délky rozvinutého tvaru přídavkem na ohyb. α – úhel ohybu (úhel, o který je plech deformován) [°], K – K-faktor [–], R – poloměr ohybu [mm], T – tloušťka materiálu [mm], t – vzdálenost od vnitřní plochy k neutrální ose [mm], BA – přídavek na ohyb [mm], A, B – délky lemu [mm]](https://www.mujsolidworks.cz/wp-content/webp-express/webp-images/uploads/2018/06/35-plechove-dily-sheet-metal-zaklady-modelovani-SolidWorks-750x412.jpg.webp)
Velikost přídavku na ohyb se určuje teoretickým výpočtem podle vzorce nebo se stanoví experimentálně-praktickými zkouškami na vzorcích plechu. Přídavek na ohyb v tabulkách (pro různé rozměry a materiály) dodávají často také výrobci ohýbacích nástrojů.
Zkrácení ohybu (Bend Deduction, BD)
Druhou možností, jak spočítat délku rozvinutého tvaru, je odečíst hodnotu zkrácení ohybu od virtuální délky lemu. Virtuální délka se měří k virtuálnímu vrcholu a zvětšuje normální délku lemu o hodnotu tzv. vnějšího zkrácení – na obrázku OSSB (z angličtiny outside setback). Hodnota zkrácení ohybu se udává v milimetrech. Délka rozvinutého tvaru L se vypočítá podle vzorce, kde BD značí zkrácení ohybu a A, B virtuální délky lemu:
![]()
Hodnota zkrácení ohybu se vypočítá vzorcem:

![Stanovení délky rozvinutého tvaru zkrácením ohybu. α – úhel ohybu (úhel, o který je plech deformován) [°], OSSB – vnější zkrácení, R – poloměr ohybu [mm], T – tloušťka materiálu [mm], t – vzdálenost od vnitřní plochy k neutrální ose [mm], BD – zkrácení ohybu [mm] (nemá jednoduchou grafickou reprezentaci), A, B – virtuální délky lemu [mm].](https://www.mujsolidworks.cz/wp-content/webp-express/webp-images/uploads/2018/06/38-plechove-dily-sheet-metal-zaklady-modelovani-SolidWorks-750x418.jpg.webp)






Komentáře k článku (0)
Přidávat komentáře k článku mohou pouze přihlášení uživatelé.
Chcete-li okomentovat tento článek, přihlaste se nebo se zaregistrujte.